皆さんこんにちは。
エンタです。
今日から三重で水抜きボーリング工の手元行ってきます!
人手不足万歳!

閑話休題
水抜きボーリング工での失敗
水抜きボーリング工の失敗で一番やっかいなのが、パイプが入らない事です(笑)
普通なら入るんですよ。普通なら。。。
しかし、地域によっては塩ビパイプまでは一緒なのですが、くせ者があるんです!

↑コレです!
有孔管と有孔管をつなぐパイプ継手です。
接続するのにお互いを差し込みます。
だいたい、水抜きボーリング工での挿入する有孔管はVP40かSGP50Aなんです。
削孔径φ90最小内径は68㎜なんです。
VP40の外径は48㎜です。クリアランスは真ん中に来た時に左右で10㎜程度です。
パイプ継手の外径は57㎜なので最大クリアランスは11㎜。
真ん中に置いた時に左右約5㎜程度の隙間です。
理論上・机上では確実に入るんです!
でも、これは実際の現場では入らないんです。
削孔径φ90でVP40でも実際は供上がり(塩ビ管がケーシングと共に落ちてくる)する場合があります。
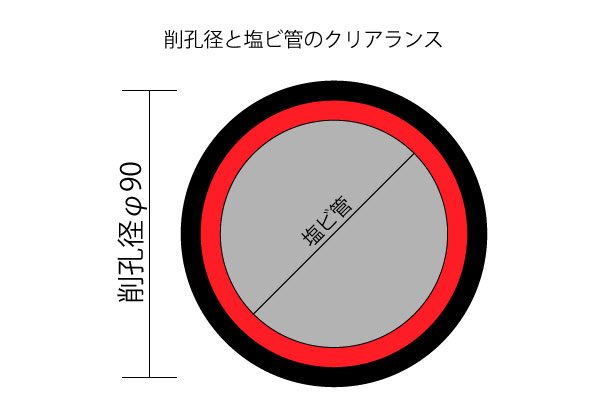
上記図を見て下さい。
黒がケーシングで灰色が塩ビです。
赤がクリアランスを表しています。
この赤の部分にレキなどが詰まるんです!
左右に10㎜クリアランスがあっても詰まる事があります。
それがソケットによって5㎜しか無い場合は挿入するにも至難のワザになります。
いやいや、しっかり洗ってないから出来ないんだよ!?しっかり孔内洗浄しているんか??
って監督さんは仰いますwww(まぁ私も言ってましたけどw)
相当してます。かなり洗ってます。
それでも駄目なモノは駄目なんです。
供上がりする時はしてしまうんです。
大きめの礫(レキ)や場合に寄っては砂質土の逆流とか。

出来る限りSGP50Aなどのガス管が最高ですね。(SGP管はねじ切り加工が常識)
塩ビでも良いのですが、左ねじ切り加工はお願いしたいところです。
ココで大事な事はねじ切り加工は左ネジ!
日本の削孔機は左回転が正転なんです。
ネジ加工が左じゃないと緩んで外れる危険性があるので左ネジ加工が常識です。
それではまた。