皆さんこんにちは。
エンタです。
最近は毎日のように水と格闘しております。
と言うのも、仮設アンカー工において被圧水が多くて圧も高く大変だったのですが、なんとか試行錯誤しています!w
こう言うのってノウハウ的なんですが、公開案件ですねw
なので、今回もまたビットのご紹介です。
水の多いところではビットの選択も大事になってきます。
理由は水ですw

今回も鉄切りビットです。
今回はかなりお高いビット!
設計価格で19万オーバー!

見て分かるようにチップがしっかり入っています。
このビットで15㎜のシートパイルを切断する時間は、、、、、なんと!
10分~15分程度!
鉄同士が滑らないように削孔位置の下にアングルを溶接しているのでしっかり押しながら叩けます。
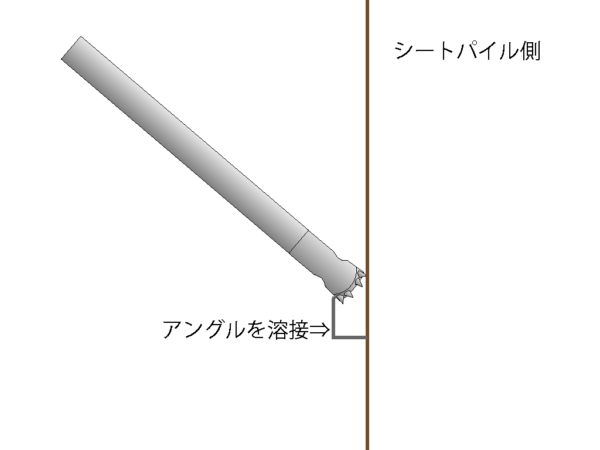
これをするだけで10分ちょっとで鉄板を切る事が出来ます。

この様な仕上がりになりました。
そして、切りくずはこの様な感じです。

結構綺麗に切れています!

ハンマーを打ちながら切っている割には結構切れに切れていると思います。

1本切ったレベルではこの程度です。
実際は1㎜も減っていませんでした。
恐らくかなりの本数を行ける様な気もしますが、しばらくはこれで様子見です。
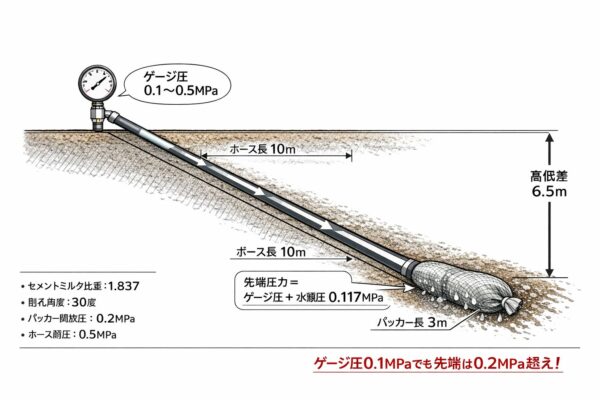
なぜ鉄切りが必要かというと、水が多いところでのガス切断の場合、時間が掛かってしまうと言う事と、出来る限り水を出したく無い。
切り口を小さくしたいと言う事です。
その為、鉄切りビットで小さく穴を開けて、土砂の流出などを最小限にしたいのです。(切り口デカいと土砂流出で上部陥没とか)
この後にパッカーを使用して遮水していきます。
イイ感じの動画が撮れたらまたアップします。
それではまた。