皆さんこんにちは。
エンタです。
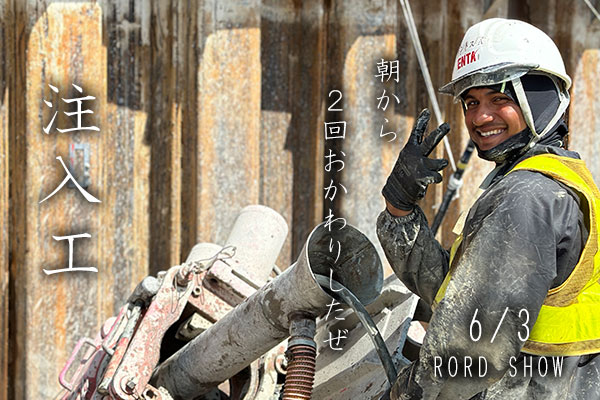
先日はある現場に行く為の機械の積込でてんやわんや!
昼飯も食わずヘロヘロに。
暑さにやられますね。
来週は3日間プラントが待ってます…
ナニが困るって電話に出れなくなりますので、関係者様、来週の水曜日までは夕方以降にお電話下さい。
閑話休題
これわかりますか?
今から順を追って説明します。

丸パイプです。
規格はφ165.2×200㎜ t4.5

上部から50㎜くらいの所にφ20の穴を開けます。

25A(1インチ)のニップルを全周溶接します。
ニップルは内側も全周溶接して、穴が狭くなった場合はリューターで削ります。
中蓋をちょうど良い位置に溶接するために中に支えるモノを入れて浮かせます。

この上に中蓋を置来ます。

この状態で軽く溶接で点付けを行い、位置を確定します。
中蓋の穴はφ20です。

半自動溶接機で漏れない様に全周溶接です。
この時点で大体わかった思いますが、答えはまだですw
溶接後に中に錆止め塗料を塗布します。
蓋をするので中はどうなるかわかりませんが、錆びない方が長持ちするのでとりあえず錆止め。

外から蓋をするのですが、内側にも錆止めを塗布します。
蓋も全周溶接なので漏れがない様にしっかり溶接します。

取手をつけて出来上がりです。
全体的に錆止めを塗布します。
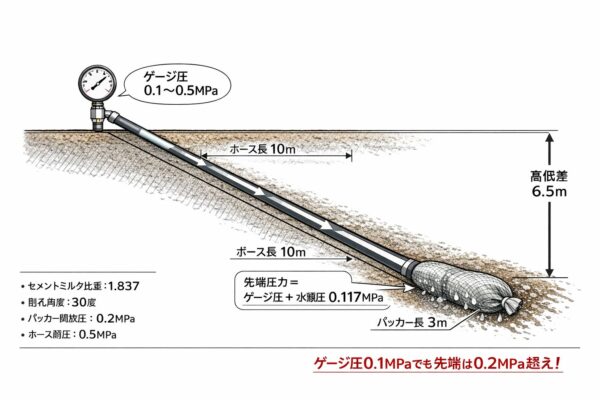
アンカー屋御用達のグラウト注入用加圧弁です。
中蓋の上にゴムを貼って完了です。

今回は加圧弁を3個作成しました。
最近あっちこっちと現場があるので予備も含めて作ったのですが、3個も要らんなーって思いましたw
と言っても、削孔機械の台数分+1個は出来たので、とりあえず欠品はなさそうです。
それではまた。