グラウンドアンカー工でよく聞かれる事をQ&Aにしてみました。
その他ご質問やご意見承ります。
※随時増えてく予定です。
順不同
-
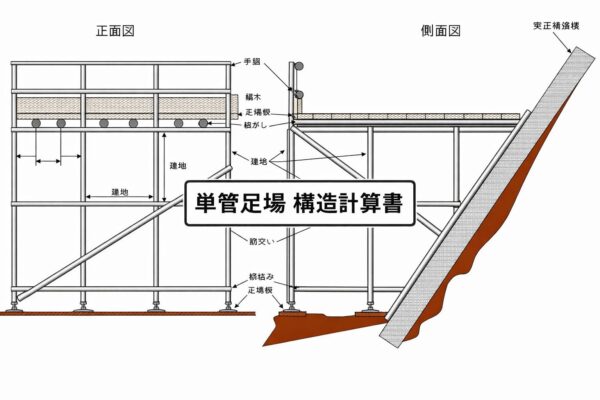
削孔位置からの足場の高さは?
削孔角度にもよりますが、大体この位が目安です。
スキッドタイプ 1.5tクラスの削孔機=30~50cm
スキッドタイプ 2.5tクラスの削孔機=30~60cm
スプリングドリル等軽量削孔機=20~30cm
クローラータイプ 削孔機=マイナス20~30cm(土足場)
-
頭部処理のコーキングは必要か?
必要です。
コレには理由がありまして、
最近は硬質の防錆油が使用されていますので結構大丈夫ですが、
夏場の炎天下に晒される頭部。
内部の防錆油が溶けて受圧プレートの裏などから染み出る場合があります。
その対策として、受圧プレート、キャップ周りのコーキングが必要です。
コーキングは耐候性の物をご使用下さい。
-
アンカー材料が違ったら何が変わる?
基本的には、差ほど変わりませんが、
最終的な緊張管理や、緊張方法が変わる程度です。
アンカー屋と呼ばれる職種で有れば、大概のアンカーを施工しているので
ほぼ間違いなく施工出来ると思います。
ただし、中には特殊な工法等もありますのでご注意下さい。
-
グランドアンカー?グラウンドアンカー?
正式にはグラウンドアンカー工です。
日本語読みだとグランドアンカーです。
相手に伝われば問題ありませんが、何かに書く場合はグラウンドアンカーとお書き下さい。
-
「セメントミルクの強度がバラつくんだが?」
セメントミルク供試体の圧縮強度試験では安心してください!確実にばらつきます!!!!!
また断面(φ5-100mm)が小さく、高強度(24N以上)なので
割れ方によまちまちの結果になります。
-
「書籍の挿絵の様に削孔して注入したら削孔径が大きくなっているのか?」
全くなりません。
削孔径がφ65の場合穴径は65mmです。
注入して加圧したとしても径は変わりません。
径が膨張する様な圧で加圧出来た場合、山は崩壊するでしょう。
-
「グラウトとセメントミルクは一緒か?」
グラウトの場合は薬注注入の懸濁や溶液もグラウトです。
水ガラスとかCB注入もグラウトです。
と言う事は、空洞、空隙、隙間などを埋めるために注入する流動性の液体の事です。(wiki)
その中のセメントミルクと言う事になります。
ちなみにセメントミルクとはセメント+水で練り混ぜた物です。
-
「ばらつきを少なく出来ないのか!?」
出来ない事もありません。
を見て頂くとわかると思いますが、ファイバーのおかげで粘りが出ます!
比較的安定した強度になった経験があります。
(データは5日分のしかありませんので信憑性が薄い。)
もう少し多くの実験データが欲しいところです。
-
削孔径φ90でパッカーは使える?
削孔径がφ90の場合パッカーが使えない場合があります。
アンカーの種類によってはパッカーをかぶせる事でアンカー体が、
アウターケーシング内径よりも大きくなる場合があります。
その場合、削孔径をφ115に変更する必要が出てきます。
実際、どのメーカーもφ115に変更になる可能性が多いです。
-
削孔スライムがリターンしない。
地山の状態によってはよくある事です。
おそらく削孔周辺がガサガサ(崩れやすく空隙が多い様子)していて、
削孔水、削孔エアーもその中に体積、逸脱していると思われます。
スライムリターンに関しての対処法はありません。
自由長部よりも定着部の状況をしっかり確認して下さい。
-
削孔出来ない(進捗率が悪い)場合はどうする?
削孔歴5年以上のプロが削孔するとして。
簡単な方法
1,機械のランクを上げる。(1.5tクラスの削孔機を2.5tクラスに上げる)
削孔能力(機械のパワー)でグリグリ2,ビットを変える。(硬い時は柔らかく、柔らかい時は硬いビットに交換)
分からない場合は取りあえずダブルコニカル。3,ポンプを大きくする(削孔水の量を増やす)
通常削孔で使い易いポンプはMG-5~MG-10(インバーター付き)4,エアーを使ってみる。(50馬力程度で十分)
試して欲しい事(上級者向け)※未熟だと無理です。
1,セメンティング削孔(削孔水にセメントを混ぜる)
(各所の洗い注意)2,泥水削孔(削孔水を泥水にする)
(定着部から使用しない、孔内洗浄十分に)3,スーパーコート削孔(削孔水にスーパーコートを少々)
(孔内洗浄、孔壁洗浄、十分必要) -
適性試験荷重の設定は?
地盤工学会のグラウンドアンカー設計・施工基準、同解説
の例には
サイクル 試験荷重 荷重保持時間(min) ランクB ランクA ランクB ランクA 砂質土岩盤 粘性土 砂質土岩盤 粘性土 1 0.40Td 0.40Td 1 1 15 15 2 0.60Td 0.60Td 1 1 15 15 3 0.80Td 0.80Td 5 5 30 60 4 1.00Td 1.00Td 5 5 30 60 5 1.10Td 1.25Td 30 60 60 180 と書いてあります。
次の荷重を超えないものとする。
ランクA 設計アンカー力(Td)×1.25
ランクB 設計アンカー力(Td)×1.10
と書いてあります。
弊社では、地山の状況、削孔状況においてだいたい、1.20Tdを採用します。
上記表はあくまでも例です。
1.20で十分です。
1.1でも十分です。
アンカー工で大事な事は、抜けない事です。
-
試験時の保持荷重短縮はOKか?
グラウンドアンカー設計・施工基準、同解説には
引抜試験 P182
サイクル 試験荷重 荷重保持時間(min) 砂質土岩盤 粘性土 1 0.40Tp 15 15 2 0.55Tp 15 15 3 0.70Tp 30 60 4 0.80Tp 30 60 5 0.90Tp 30 60 6 1.00Tp 60 180 適性試験P189
サイクル 試験荷重 荷重保持時間(min) ランクB ランクA ランクB ランクA 砂質土岩盤 粘性土 砂質土岩盤 粘性土 1 0.40Td 0.40Td 1 1 15 15 2 0.60Td 0.60Td 1 1 15 15 3 0.80Td 0.80Td 5 5 30 60 4 1.00Td 1.00Td 5 5 30 60 5 1.10Td 1.25Td 30 60 60 180 と書いてあります。
が、どちらも短くして良い
と書かれています。
私の20年程の経験ですが、荷重が1000KNクラスで
クリープが安定するのにおおよそ30分前後、早くて15分程度です。
荷重が小さくなればなるほど時間は少なくなります。
保持荷重を計画通り保持する事は構いませんが、時間の無駄です。
-
緊張管理 上限値、下限値に入らない?
下限値=理論値×0.9
上限値=理論値×1.1
範囲内に入らない最大の原因
測定ミス(殆どコレ)
読み間違い、書き間違い
計算ミス
安心してください!
根本的に、1/100の測定を現場では出来ません。
非常に難しいです。
受圧構造物がしっかりしているモノであれば、ノギス最強です。
適性試験で上限下限の範囲内に入らない時
-
スライムは取る必要があるか?
役所の業務委託のコンサルの方が採取しろとよく言います。
業務委託の方はある意味、
言いたい放題の所(実際は、浅く広くの施工管理業務な為)があるのですが、
基本的に、削孔スライムを採取して、写真を撮影しても
なにも分かりません。(土質の判断は出来ない)
最終的に、検査でも必要有りませんし、聞かれる事もほぼありません。
私はこの20年でスライムを取って確認したかどうかと言われた事が2回あります。
取っていない事を伝え、何故かと問われ、スライムで土質は判断出来ないと答えました。
結果、問われずですw
最終的な問題は、資料瓶に入れたこのスライムが誰も欲しがらない、ゴミになります。
スライムで何が解るのか
-
削孔径を変えた場合どうなる?
パッカーなどで削孔径を変更した場合、周面摩擦抵抗力が当初設計よりも大きくなります。
φ90の外周よりもφ115の外周の方が大きいので、摩擦が増えます。
摩擦が増えると言う事は、アンカー体が過剰設計になってしまうので、
定着部を短くする必要があります。
ただし、最低定着長3mよりも短くなる事はありません。
削孔径を大きくしたいなどの設計変更については、
設計コンサル、もしくは専門業者(弊社)にご相談下さい。
-
削孔径は?
削孔径はφ90・φ115・φ135が一般的です。
世の中の主流はφ90です。
φ135は最近では仮設アンカーに多いです。
また、あくまでも公称径なので、ケーシングロッドの胴回りサイズは大きくなり、
削孔径はそれ以上となります。
公称径⇒実測径⇒削孔径
φ90⇒φ96⇒φ102
φ115⇒φ118⇒φ125
φ135⇒φ133⇒φ140
φ140⇒φ146⇒φ157
φ165⇒φ165⇒φ172
-
注入は上から?下から?
グラウトの注入は
必ず底面から行います。必ずです。
ケーシング内に水も何も無くても底面から行います。
底面からが基本です。例外はありません。
-
孔内洗浄は必要か?
削孔していると、スライムが溜まったり、インナー、アウターケーシング内に付着します。
それを、水とエアーで吹き飛ばす必要があります。
特に、礫、軟岩などはそれ程問題無く上がって来ますが、
粘性土やシルト、シルト混じり砂質土などインナー、アウターケーシングにこびり付きます。
ケーシング内を水で一杯にしてインナーを回しながらこびり付いた付着物を落とします。
その後、エアーで水と一緒に吹き飛ばします。
粘性が酷い場合、出てくる水が綺麗になるまで行う必要があります。
なぜそう言う事が必要かと言いますと、
インナーは先に回収しますので気になりませんが、
アウターにビッシリ付着物が有った場合、アンカー挿入時に
アンカー定着部にスライムが付着する恐れがあります。
その上からグラウトで覆ってもPC鋼線とグラウトの付着が取れず、
摩擦が不足する可能性があります。
結果、抜ける可能性が出てきます。
その可能性を少しでも少なくする必要があります。
-
アンカー材料の変更は可能か?
可能です。
最近では、どこのアンカー材料メーカーを使用して問題ありません。
使用したいメーカーに直接電話して、
使用したいから設計変更してくれって言えば、
大概のメーカーは対応してくれます。
ただし、価格に関して言えば協会員の価格には追いつきません。
また、会員のハードルも意外に高いので、なかなか入れません。
-
削孔機のグリスアップの頻度は?
毎朝行います。
入れすぎは駄目ですが、
毎日グリスニップル1箇所に付き2~3ポンプでOKです。
スイベルのクリーニングアダプターパッキン周りは
一杯になるまで入れて下さい。
回転部・打撃部は特に毎日行った方が問題が起きません。
機械が壊れなければ、コストダウンにつながります。
-
緊張余長の最低は?
PC鋼より線
受圧プレートから約1.0mが標準です。
で最低は0.7mです。
これ以下だとほぼ緊張が厳しくなります。
正確には緊張は出来ても、緊張管理が難しくなります。
マンション
SEEEアンカーでは10cmが標準?です。
最低7cmは必要かと思われます。
頭部マンションは細目ネジなのである程度掛かれば引っ張れない事もありません。
※結構危ないので気をつけて下さい。
PC鋼棒(ゲビンデスターブ)
ちょっと昔は結構使ったアンカーです。
今ではめっきり見ませんが、ロックボルトとして使う場合があります。
これもマンションと同じく10cm位です。
あまり短いと緊張できません。
荒目ネジなのでテンションバーカップラーはしっかり奥まで締める必要があります。
※荒目ネジと言う規格はありません。
エンタでの造語です。並目と細目はあります。
-
定着のコツは?
初期荷重の半分位
(ジャッキが完全に立ち上がるちょっと前)
受圧プレートの位置、角度調整台座の位置、受圧板の位置を確認する。
初期荷重
受圧プレートの位置、水平などもう一度確認
定着荷重
思いきってギューッと緊張します。
リングヘッド+クサビの場合は定着荷重で一回徐荷重(クサビを食い込ませる)
その後再度、定着荷重を再荷重しリングを回す。
ナット式も同様に2回緊張するとしっかりかかります。
シノとハンマーでしっかり叩いて締めます。